When it comes to separating or concentrating liquids, the agitated thin film evaporator stands out as a powerful and innovative solution. This specialized film evaporator is a key piece of evaporation technology used across numerous industries. It offers distinct advantages that make it a popular choice for a wide range of applications, especially those involving challenging fluids. This guide will explore its working principles, benefits, and limitations to provide a clear understanding of its capabilities.
Table of contents
Key Highlights
- An agitated thin film evaporator excels at processing heat-sensitive and viscous liquids that are difficult to handle with traditional methods.
- The system uses mechanical agitation to create a thin, turbulent liquid film, which ensures superior heat transfer and efficiency.
- A key advantage is the extremely short residence time, minimizing thermal degradation and preserving final product quality.
- This technology is highly effective in preventing fouling and scaling on heated surfaces, allowing for longer, more consistent operation.
- The evaporation process can be performed under a deep vacuum, lowering the boiling point and protecting delicate materials.
Overview of Agitated Thin Film Evaporators
An agitated thin film evaporator is a highly efficient device designed for the distillation or concentration of liquids. Unlike other types of evaporators, its unique design features a rotor that uses mechanical agitation to create a very thin layer of the processed liquid on a heated surface.
This design enables a rapid and effective evaporation process. By ensuring the liquid is evenly distributed and constantly in motion, this film evaporator can handle materials that are otherwise difficult to process, such as those with high viscosity or sensitivity to heat.
Basic Design and Operational Principle
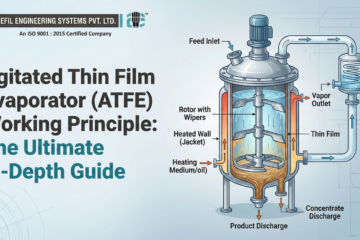
The fundamental design of an agitated thin film evaporator consists of a cylindrical body with a heated jacket and a central rotor equipped with blades. As the feed liquid enters the unit, the rotor spins at a high speed, spreading the liquid into a uniform thin film across the inner heated wall.
This mechanical agitation is crucial to its operation. It generates turbulence within the film, which dramatically improves heat transfer efficiency. The heat from the heated surface quickly causes the volatile components in the liquid to evaporate.
Choosing the right evaporator requires careful consideration of several factors. Your decision will depend on the properties of the liquid, including its viscosity, heat sensitivity, and fouling characteristics. The desired evaporation rate and required separation efficiency are also critical factors to evaluate for your specific application.
How Agitation Enhances Evaporation Efficiency
Agitation is the key to the high performance of these evaporators. The mechanical action of the rotor blades creates a highly turbulent film, which continuously renews the liquid on the heated surface. This prevents localized overheating and ensures uniform heat distribution.
This turbulence significantly boosts the heat transfer coefficient, leading to much faster evaporation rates compared to static systems. Because the liquid moves through the unit so quickly, the short residence time is a major benefit, especially for heat-sensitive products that could be damaged by prolonged heat exposure.
Ultimately, this enhanced heat transfer and rapid processing lead to greater overall energy efficiency. You can achieve higher throughput in a more compact system, making it a powerful tool for demanding separation tasks.
Key Components and Construction Features
An agitated thin film evaporator is built from several critical components that work together to deliver efficient performance. The materials of construction, such as stainless steel, are chosen to withstand various process conditions and prevent corrosion.
The heart of the unit is the rotor assembly, which includes the rotor blades or wiper blades responsible for creating the thin film. The external jacket serves as the heat exchanger, where a heating medium like steam or hot oil provides the energy for evaporation. A key advantage of this technology is its compact design, which saves valuable floor space.
Key components typically include:
- A vertical cylindrical body with a heating jacket
- A high-speed internal rotor with attached wiper blades
- A feed distribution system
- Separate outlets for vapor and the concentrated product
Formation of Thin Film and Mechanical Agitation
Once the feed liquid is introduced into the evaporator, it is immediately met by the rotor. The rotating blades distribute the liquid evenly around the circumference of the inner heated surface, forming a consistent thin film, often just a fraction of a millimeter thick.
This process of mechanical agitation is continuous. The blades physically move the liquid down the heated wall, ensuring that the entire volume of the product is exposed to the heat for a very short residence time, often just a few seconds. This rapid movement and constant mixing are what define the efficiency of the evaporation process.
By preventing the liquid from remaining stagnant, the agitation guarantees that heat is transferred quickly and uniformly, which is critical for achieving high evaporation rates and protecting the product from thermal damage.
Process Flow and Typical Operating Conditions
The process flow in an agitated thin film evaporator is continuous and straightforward. Liquid is fed into the top, forms a film on the wall, and the volatile components evaporate. The resulting vapor is separated and sent to a condenser, while the non-volatile, concentrated liquid is discharged from the bottom.
These systems are often operated with vacuum systems to lower the boiling point of the liquid. This is especially important for heat-sensitive materials, as it allows evaporation to occur at a much lower temperature. Precise temperature control of the heating medium and management of the heat transfer area are crucial for optimal performance.
Typical operating conditions can vary widely based on the application, but some general parameters include:
| Parameter | Typical Range |
|---|---|
| Operating Pressure | 1 mbar abs to atmospheric pressure |
| Heating Temperature | Up to 400°C (752°F) |
| Viscosity Handling | 1 cP to over 50,000 cP |
| Residence Time | A few seconds |
Handling Heat-Sensitive and Viscous Materials
Agitated thin film evaporators are uniquely suited for processing heat-sensitive materials. The extremely short time the product spends on the heated surface minimizes the risk of thermal degradation. This gentle processing preserves the quality, color, and activity of delicate compounds found in pharmaceuticals and food products.
For viscous liquids, traditional evaporators often fail due to poor flow and localized burning on the heat transfer surface. The mechanical blades of an ATFE, however, physically push the thick material along the wall, ensuring consistent movement and preventing fouling. This makes the evaporation process efficient even for materials that are almost solid.
This ability to handle both heat-sensitive and viscous liquids makes the agitated thin film evaporator a versatile tool for concentrating polymers, resins, food extracts, and active pharmaceutical ingredients without damaging them.
Advantages of Agitated Thin Film Evaporators
The design of agitated thin film evaporators offers significant advantages in many industrial applications. Their ability to deliver high heat transfer rates translates directly into better energy efficiency and higher throughput. This leads to improved productivity and lower operational costs.
Most importantly, the gentle processing conditions help maintain superior product quality, which is critical in industries like food, pharmaceuticals, and fine chemicals. The following sections explore these key benefits in greater detail, highlighting why this technology is often the preferred choice.
Superior Heat Transfer Rates
One of the primary advantages of an agitated thin film evaporator is its exceptional ability to transfer heat. The rotating blades create a thin, turbulent film that provides a very large surface area for heat exchange relative to the volume of the liquid.
This turbulence constantly renews the film, allowing for rapid heat transfer from the heated wall directly into the liquid. This process prevents the formation of a static boundary layer that would otherwise insulate the liquid and slow down evaporation.
As a result, these systems achieve very high heat transfer rates, often far exceeding those of other evaporator types. This efficiency means that you can achieve your desired concentration in a shorter amount of time and with a smaller equipment footprint, saving both energy and space.
Minimal Product Degradation for Heat-Sensitive Materials
Protecting product quality is essential, especially when working with valuable or delicate substances. The short residence time in an agitated thin film evaporator is a critical feature for minimizing product degradation. The liquid is exposed to the high-temperature surface for only a few seconds.
This brief exposure is key to preventing thermal degradation. In other systems where the product might be heated for minutes or even hours, sensitive compounds can break down, leading to loss of potency, off-flavors, or undesirable color changes. The ATFE avoids these issues, preserving the integrity of the final product.
By operating under vacuum, the evaporation temperature can be further reduced, providing an additional layer of protection. This combination of short residence time and low-temperature operation ensures the highest possible product quality.
Prevention of Fouling and Scaling in Industrial Processes
In many industrial processes, fouling and scaling are persistent problems that reduce efficiency and increase downtime. Fouling occurs when material deposits build up on the heated surfaces, acting as an insulator and severely reducing heat transfer.
An agitated thin film evaporator effectively solves this problem. The mechanical agitation of the wiper blades acts as a continuous self-cleaning mechanism. As the blades sweep across the surface, they prevent solids from precipitating and adhering to the wall, keeping the heat transfer surface clean and efficient.
This feature allows for long, uninterrupted operating cycles, even with materials that are prone to fouling. It reduces the need for frequent shutdowns for cleaning, leading to higher productivity and lower maintenance costs, a significant advantage over other evaporator designs.
Disadvantages and Limitations of Agitated Thin Film Evaporators
While highly effective, agitated thin film evaporators are not without their limitations. The primary drawbacks are related to the equipment cost and the mechanical complexity of the system. It is a specialized piece of equipment, and its initial investment is typically higher than that of simpler evaporators.
Furthermore, the presence of moving parts introduces additional maintenance costs and considerations. Understanding these trade-offs is essential when deciding if an ATFE is the right choice for your specific processing needs.
Equipment Cost and Maintenance Considerations
The most significant limitation of an agitated thin film evaporator is its high initial cost. The complex design, which includes a rotor, drive system, precision bearings, and mechanical seals, makes it more expensive to manufacture than static evaporators like falling film or shell-and-tube units.
This mechanical complexity also leads to higher long-term maintenance costs. Components like mechanical seals and bearings are subject to wear and require periodic monitoring and replacement. These tasks add to the operational cost and require specialized knowledge to perform correctly.
While the benefits often justify the investment for challenging applications, the high initial cost and ongoing maintenance needs must be factored into any economic evaluation. For simple, non-fouling applications, a less complex technology might be more cost-effective.
Mechanical Complexity Compared to Simpler Evaporators
The mechanical complexity of an ATFE is a double-edged sword. This complexity is the source of its superior performance with difficult liquids, but it also presents a potential drawback when compared to simpler types of evaporators.
Systems like falling film evaporators rely on gravity and have no moving parts within the process area. This makes them mechanically simple, robust, and easier to maintain. An ATFE, with its high-speed rotor, drive motor, and sealing systems, has more potential points of failure.
Although the overall compact design is an advantage, the internal mechanics require careful attention. Proper alignment, lubrication, and seal maintenance are critical for reliable operation. This level of mechanical intricacy is often unnecessary for straightforward evaporation tasks where a simpler design would be sufficient.
Suitability for Different Types of Liquids
An agitated thin film evaporator is a highly specialized tool, not a one-size-fits-all solution. It excels at processing difficult materials, such as highly viscous liquids and heat-sensitive materials, that would clog or degrade in other systems.
However, for simple, low-viscosity, and non-fouling liquids like salt water, an ATFE is often overkill. The high capital and maintenance costs are not justified when a more economical technology, such as a multiple-effect evaporator, would perform the job effectively. Choosing the right technology requires matching it to the specific application.
Consider these factors when making your selection:
- Viscosity: How thick is your liquid, and does its viscosity change during concentration?
- Heat Sensitivity: Will your product degrade with prolonged exposure to heat?
- Fouling Tendency: Does your product contain solids that could build up on surfaces?
- Cost: Is the primary driver cost-effectiveness for a simple application, or performance for a difficult one?
Key Applications and Industry Usage in India
In India, agitated thin film evaporators are employed across various industries due to their versatility and efficiency. They have become essential in sectors like the pharmaceutical industry, chemical processing, and food processing, where product quality and handling difficult materials are paramount.
Their role also extends to environmental applications, particularly in advanced wastewater treatment and resource recovery. The ability to concentrate diverse process streams makes them a valuable asset for meeting both production goals and environmental regulations, as we will explore next.
Use in Wastewater Treatment and Zero Liquid Discharge
Agitated thin film evaporators play a crucial role in modern wastewater treatment, especially in Zero Liquid Discharge (ZLD) systems. In these applications, the goal is to recover as much water as possible and reduce the final waste volume to a minimum.
An ATFE is often used as the final stage of a ZLD system to handle the highly concentrated brine or sludge that other evaporators cannot. It can take this concentrated liquid and reduce it to a dry powder or solid cake. This drastically reduces the volume of waste that needs to be disposed of, lowering transportation and disposal costs.
While the energy consumption can be significant, the ATFE’s ability to handle high-viscosity and high-solids content makes it an indispensable technology for achieving true zero liquid discharge and meeting stringent environmental standards.
Role in Food, Chemical, and Pharmaceutical Sectors
Agitated thin film evaporators are most common in industries where product quality is non-negotiable and the processed materials are challenging. In the food processing industry, they are used to concentrate fruit juices, milk, and extracts without affecting flavor or nutritional value.
In the pharmaceutical industry, they are vital for purifying and concentrating active pharmaceutical ingredients (APIs) and other heat-sensitive compounds. The gentle processing ensures that the final product maintains its potency and purity. In chemical processing, ATFEs are used for solvent recovery, polymer concentration, and purification of fine chemicals.
These industries rely on ATFEs because they solve core processing challenges—handling high viscosity, preventing thermal degradation, and maintaining consistent product quality—that other technologies cannot easily address.
Frequently Asked Questions
How do agitated thin film evaporators compare to falling film evaporators?
An agitated thin film evaporator uses mechanical agitation to force a thin film on the heated surface, making it ideal for viscous or fouling liquids and achieving high heat transfer rates. A falling film evaporator relies on gravity, which works well for low-viscosity liquids but is less effective for challenging materials.
What should be considered when selecting an agitated thin film evaporator for a specific process?
When selecting an evaporator for a specific application, consider the liquid’s viscosity, heat sensitivity, and fouling potential. You must also evaluate the required process efficiency, acceptable energy consumption, and the importance of final product quality. These factors will help determine if an ATFE is the right choice over other types of evaporators.
Are there unique challenges in maintaining agitated thin film evaporators?
Yes, the main maintenance challenges stem from their mechanical complexity. The moving parts, particularly bearings and mechanical seals, are subject to wear and require regular inspection and replacement. This contributes to higher maintenance costs compared to simpler, static evaporators, a trade-off for their superior performance in demanding industrial applications.
Conclusion
In conclusion, agitated thin film evaporators offer a compelling blend of efficiency and precision in thermal processing. Their ability to enhance heat transfer rates while minimizing product degradation makes them invaluable for industries dealing with heat-sensitive materials.
However, it’s crucial to weigh their advantages against potential drawbacks, such as higher costs and mechanical complexity. By understanding their operational principles and applications across various sectors, from food to pharmaceuticals, businesses can make informed decisions that optimize their processes. If you’re looking to explore the best options for your specific needs or have further questions, feel free to reach out for expert guidance.