In many modern industrial processes, the agitated thin film evaporator has become an essential tool. This advanced evaporation technology offers a highly efficient method for separating and concentrating liquids, especially those that are difficult to handle due to high viscosity or heat sensitivity. By providing precise control over the process, this equipment plays a critical role in maintaining final product quality. Understanding its applications gives you key insights into optimizing your separation and concentration tasks effectively.
Table of contents
- Key Highlights
- Understanding Agitated Thin Film Evaporator Technology
- Key Advantages of Agitated Thin Film Evaporators
- Major Industrial Applications in India
- Factors Influencing Evaporator Performance
- Common Limitations and Challenges
- Selecting the Right Agitated Thin Film Evaporator
- FAQs (Frequently Asked Questions)
- Conclusion
Key Highlights
- An agitated thin film evaporator provides rapid evaporation by creating a thin, turbulent film on a heated surface.
- It ensures efficient heat transfer, making it ideal for concentrating liquids quickly.
- The short residence time minimizes thermal stress, protecting sensitive products from degradation.
- This technology is highly effective for improving product quality in various industrial processes.
- It excels in handling viscous fluids that are difficult to manage in other types of evaporators.
- Continuous agitation helps reduce fouling and scale formation on heat transfer surfaces.
Understanding Agitated Thin Film Evaporator Technology
An agitated thin film evaporator, or ATFE, operates on a simple yet powerful principle. It involves spreading a liquid feed into a very thin layer across a heated surface. This thin film formation is crucial for maximizing the surface area available for evaporation.
The technology is designed to make evaporation processes incredibly efficient. By mechanically agitating the film, the system ensures a very short residence time for the product on the heated wall. This rapid processing is key to handling delicate materials without causing damage. Next, we will explore the specific components and working principles that make this possible.
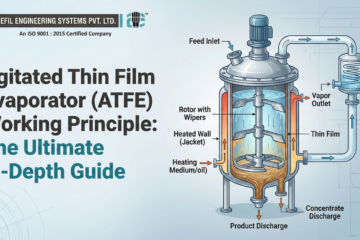
Core Design Features and Components
The design of a film evaporator is central to its high performance. The main body consists of a jacketed shell, which contains a fluid or steam as the heating medium. This shell provides the heated surface necessary for evaporation. Inside this cylindrical vessel, a rotor equipped with blades spins at high speed.
These components work together seamlessly. As the feed liquid enters, the rotor blades spread it evenly across the inner heated wall, creating a thin, turbulent film. This action prevents the liquid from stagnating, which is critical for avoiding product degradation. The continuous renewal of the film ensures uniform heat exposure.
Key components of the system include:
- Jacketed Vessel: The main body that contains the heating medium.
- Rotor: A rotating agitator with blades that spreads the liquid.
- Condenser: Collects the vaporized components.
- Vacuum System: Maintains low pressure to enhance evaporation.
Working Principle in Industrial Processes
The working principle of an ATFE relies on combining heat transfer with mechanical agitation to achieve efficient separation. The process begins when the feed liquid is introduced into the unit and distributed onto the inner heated wall. The rotor immediately spreads this liquid into a thin, turbulent liquid film.
This intense agitation of the liquid film creates high turbulence, which promotes rapid heat and mass transfer. The volatile components in the film quickly evaporate, while the concentrated, less volatile portion flows down the wall for collection. This entire process occurs in a single pass with an extremely short residence time, often just a few seconds.
| Process Stage | Description |
|---|---|
| Feed Introduction | Liquid is introduced at the top of the evaporator. |
| Thin Film Formation | Rotor blades spread the liquid into a thin film on the heated wall. |
| Evaporation | Heat transfers to the film, causing volatile components to vaporize. |
| Separation & Collection | Vapor is sent to a condenser, and the concentrate is collected at the bottom. |
Key Advantages of Agitated Thin Film Evaporators
Agitated thin film evaporators offer significant benefits that make them a top choice for many industries. Their ability to achieve rapid evaporation is a primary advantage, leading to faster processing times and reduced energy consumption. This high performance is due to their design, which promotes extremely efficient heat transfer.
Furthermore, the gentle processing conditions help preserve product quality. The minimal residence time on the heated surface prevents thermal degradation, which is essential when working with heat-sensitive compounds. The following sections will explore these advantages in greater detail, comparing them to other technologies.
Efficient Handling of Heat-Sensitive Materials
One of the most significant benefits of an ATFE is its ability to process heat-sensitive products without causing damage. The design is optimized to minimize the time the material spends at high temperatures. The extremely short residence time, often just a matter of seconds, ensures that delicate compounds are not exposed to prolonged heat that could cause thermal degradation.
The efficient heat transfer mechanism also plays a crucial role. The thin, turbulent film allows for rapid energy exchange, meaning the desired evaporation happens quickly and at the lowest possible temperature. This gentle treatment is ideal for pharmaceuticals, food extracts, and fine chemicals where maintaining integrity is paramount.
Key reasons ATFEs excel with sensitive products include:
- Extremely short residence time on the heated surface.
- Low operating pressures, which reduce the boiling point.
- Continuous renewal of the film, preventing localized overheating.
- Minimal back-mixing, ensuring consistent product treatment.
Operational Benefits Compared to Other Evaporators
When compared to other types of evaporators, ATFEs present several operational advantages. Unlike a falling film evaporator, which can struggle with viscous liquids, the continuous agitation in an ATFE ensures even distribution and prevents fouling, even with thick materials. This makes it a more versatile and reliable choice for a wider range of applications.
The mechanical agitation constantly renews the surface layer, leading to higher heat transfer coefficients than many other systems. This means you can achieve your desired concentration with a smaller heat transfer area, resulting in a more compact and often more cost-effective design. Even compared to a short path distillation unit, an ATFE can offer distinct benefits for certain applications requiring specific turbulence levels.
Their ability to operate continuously with minimal downtime for cleaning increases overall productivity. The design effectively handles materials that tend to foam or foul, which are common challenges in less advanced evaporation systems.
Major Industrial Applications in India
In India, agitated thin film evaporators are utilized across various industries due to their efficiency and versatility. From producing fine chemicals and pharmaceuticals to applications in food processing and environmental management, this technology provides robust and reliable solutions.
Their ability to handle difficult materials makes them valuable economy solutions for complex separation tasks. As industries seek to improve product quality and operational efficiency, the adoption of ATFE technology continues to grow. Let’s look at its specific roles in key sectors like chemical processing and wastewater treatment.
Role in Chemical and Pharmaceutical Processing
In the chemical and pharmaceutical industries, maintaining product quality and purity is non-negotiable. Agitated thin film evaporators are widely used in chemical processing for concentrating, purifying, and recovering valuable materials. They are particularly effective for distilling fine chemicals, intermediates, and active pharmaceutical ingredients (APIs) that are sensitive to heat.
The equipment’s ability to gently remove volatile components ensures that the final product remains stable and free from degradation. This is crucial for applications where even minor impurities can compromise the entire batch. The high efficiency of the ATFE also helps maximize yields and reduce waste.
Common applications in these sectors include:
- Concentration of pharmaceutical bulk drugs.
- Vacuum distillation of intermediates and specialty chemicals.
- Recovery of solvents from waste streams.
- Purification of oleoresins and enzymes.
Use in Wastewater Treatment and Zero Liquid Discharge Systems
Agitated thin film evaporators play a vital role in modern wastewater treatment, particularly in achieving zero liquid discharge (ZLD) goals. These systems can take a concentrated liquid waste stream and evaporate the remaining water, often producing a solid or dry powder. This drastically reduces the volume of waste that needs to be disposed of, saving costs and minimizing environmental impact.
In many hazardous applications, ATFEs are used to safely handle and concentrate industrial effluents that are difficult to treat with other methods. The robust design and ability to operate under a vacuum make it possible to process corrosive or fouling materials effectively.
By converting a liquid waste into a manageable solid, companies can recover valuable materials or simply reduce their disposal footprint. This makes the ATFE an indispensable tool for industries aiming for more sustainable and environmentally responsible operations.
Factors Influencing Evaporator Performance
The performance of an agitated thin film evaporator is influenced by several key factors. The efficiency of the unit depends heavily on variables like the temperature of the heating medium, the feed flow rates, and the operating pressure. Optimizing these parameters is essential for achieving the desired separation.
Ultimately, the effectiveness of the system comes down to its design and how it is implemented. The material of construction, rotor design, and size of the heat transfer surface all play a critical role. Understanding these factors will help you make informed decisions when selecting and operating an evaporator.
Importance of Proper Design and Material Selection
The design and material selection of an ATFE directly impact its efficiency, reliability, and lifespan. The design of the rotor, for instance, determines the level of turbulence and how effectively the film is spread across the heated wall. A well-designed rotor prevents dry spots and ensures uniform heat transfer, which is crucial for consistent product quality.
The choice of materials is equally important, especially when handling corrosive or high-purity products. Stainless steel is a common choice due to its durability and resistance to corrosion, but other alloys may be necessary for specific applications. The design of the jacketed shell and the type of heating medium used also affect the overall heat transfer efficiency.
Key design considerations include:
- Rotor blade configuration for optimal film turbulence.
- Clearances between the rotor and the heated wall.
- Material of construction (e.g., stainless steel) for compatibility.
- Nozzle placement for uniform feed distribution.
Critical Considerations for Industrial Implementation
When implementing an agitated thin film evaporator in an industrial setting, several practical factors must be considered to ensure smooth and efficient continuous operation. One of the primary concerns is the potential for scale formation or fouling, especially when processing materials with high solids content. While ATFEs are designed to minimize this, proper operational protocols are still necessary.
You should also factor in long-term maintenance costs. Although ATFEs with self-cleaning features reduce downtime, routine inspections and upkeep of components like bearings and seals are essential for reliability. Addressing potential operational issues before they escalate can prevent costly interruptions in production.
Careful planning around feed properties, desired throughput, and integration with upstream and downstream processes is critical. Working with experienced engineers can help you anticipate challenges and select a system that is perfectly suited to your specific industrial needs, ensuring a successful implementation.
Common Limitations and Challenges
While agitated thin film evaporators are highly effective, they do have certain limitations and challenges. One of the main difficulties is handling extremely viscous materials, which can resist proper film formation and flow. In some cases, fouling and scale formation can still occur, especially with particularly challenging feedstocks.
If not operated under the correct parameters, there is still a risk of product degradation, although it is significantly lower than in other evaporator types. Understanding these potential issues is the first step toward mitigating them effectively. The following sections will discuss these challenges in more detail.
Handling Viscous and Fouling-Prone Materials
One of the primary challenges for any evaporator is processing highly viscous materials. While the intense agitation of the liquid film in an ATFE helps manage this, some extremely thick substances may still pose a problem by impeding flow and reducing heat transfer. Special rotor designs can often be employed to handle materials with viscosities up to 20 million cP.
Similarly, fouling-prone materials can lead to the buildup of deposits on the heat transfer surface area, which reduces efficiency and requires more frequent cleaning. The constant renewal of the film by the rotor blades helps to scrub the surface, but it may not completely prevent scale in all applications.
To address these limitations, consider:
- Using specialized rotor designs for high-viscosity products.
- Optimizing operating temperatures to reduce fouling tendencies.
- Implementing a regular cleaning-in-place (CIP) schedule.
- Pre-treating the feed to remove solids that contribute to scaling.
Maintenance and Operational Issues
While ATFEs are robust, they are not immune to maintenance and operational issues. The mechanical components, such as the rotor, bearings, and seals, are subject to wear and tear due to the continuous agitation and high turbulence. This can lead to higher maintenance costs compared to simpler, non-agitated evaporators.
The compact design, while a benefit for space, can sometimes make accessing internal components for repair more challenging. Regular preventative maintenance is crucial to ensure the long-term reliability of the system and prevent unexpected shutdowns. Proper training for operators is also essential to avoid common operational errors.
Initial capital cost can also be a limitation, as ATFEs are more complex and thus more expensive than standard batch evaporators. However, this higher upfront investment is often justified by increased efficiency, higher product quality, and greater throughput over the long term.
Selecting the Right Agitated Thin Film Evaporator
Choosing the right agitated thin film evaporator is critical for achieving your processing goals. The selection process should be guided by your specific application needs, including the properties of the liquid you are processing and the desired final product characteristics. A one-size-fits-all approach rarely works.
Factors like the required heat transfer area, flow rates, and operating conditions must be carefully evaluated. System customization is often necessary to ensure the evaporator performs optimally for your unique industrial process. The following points will guide you in making the right choice.
Criteria for Choosing Based on Application Needs
When selecting an ATFE, the first step is to thoroughly analyze your application. You need to understand the properties of your feed liquid, including its viscosity, heat sensitivity, and tendency to foul. This information will dictate the required design features and materials of construction.
Consider the desired outcome of your evaporation processes. Are you trying to achieve a specific concentration, recover a solvent, or dry a product to a powder? Your goal will influence the required operating parameters, such as temperature, pressure, and residence time. Maintaining high product quality should always be a primary consideration.
Key criteria to evaluate include:
- Feed and product flow rates.
- The viscosity of the liquid at different concentrations.
- Heat sensitivity and potential for thermal degradation.
- The required evaporation rate and heat duty.
Sizing and Customization for Specific Industries
Correct sizing is one of the most critical aspects of selecting an ATFE. An undersized unit will not meet your throughput requirements, while an oversized one will be inefficient and unnecessarily expensive. Sizing involves calculating the required heat transfer surface area based on the evaporation load and the properties of your product.
Many specific industries require a custom design to meet their unique challenges. For example, the pharmaceutical industry may need a system built with high-purity materials and designed for easy validation, while the chemical industry might require a more robust design to handle corrosive substances. Customization can extend to the rotor type, heat exchanger configuration, and vacuum system.
Working with an experienced manufacturer like Acmefil Engineering Systems Pvt. Ltd. is essential. We can help you conduct pilot tests to gather data, ensuring the final system is perfectly sized and configured for your process. This collaborative approach guarantees optimal performance and a strong return on your investment.
FAQs (Frequently Asked Questions)
What is an agitated thin film evaporator used for? This equipment is essential for efficient heat transfer and evaporation processes, especially when dealing with sensitive products that cannot withstand high temperatures. How does it improve product quality? The agitated design creates a thin film on the heated surface, ensuring rapid evaporation of volatile components while reducing residence time, thus preventing product degradation. Is maintenance challenging? Generally, maintenance costs are low due to its compact design and robust materials like stainless steel, which resist scale formation.
Are agitated thin film evaporators suitable for zero liquid discharge in Indian industries?
Yes, an agitated thin film evaporator is highly suitable for zero liquid discharge (ZLD) applications in India. Its efficient evaporation processes can concentrate industrial effluents into a solid or semi-solid state, drastically reducing waste volume. The ability to maintain product quality during continuous operation makes it ideal for recovering valuable resources from waste streams.
How does the design affect performance in handling heat-sensitive products?
The design is critical for processing heat-sensitive products. By creating a thin film, the design ensures a very short residence time on the heated surface, minimizing thermal degradation. The short distance between the evaporating surface and the condenser also allows for rapid vapor removal, further protecting the product from prolonged heat exposure.
What are the main factors to consider when selecting an ATFE for chemical processing?
For chemical processing, key factors include the properties of the feed liquid (viscosity, corrosiveness), the need for precise temperature control, and the required flow rates. You must also consider the level of mechanical agitation needed to handle the specific material and the desired vacuum level to achieve the necessary separation efficiently.
Conclusion
In conclusion, the Agitated Thin Film Evaporator (ATFE) stands out as a critical technology that addresses various industrial challenges while enhancing efficiency and performance. Its unique design and operational principles allow for effective processing of heat-sensitive materials, making it indispensable in sectors like chemical and pharmaceutical manufacturing, as well as wastewater treatment. Understanding its limitations and the factors influencing performance is crucial for successful implementation. By selecting the right ATFE tailored to specific application needs, industries can optimize their processes and achieve better results. For more personalized guidance on implementing ATFE technology in your operations, get in touch with our experts today.